发表时间:2022-06-06浏览次数:
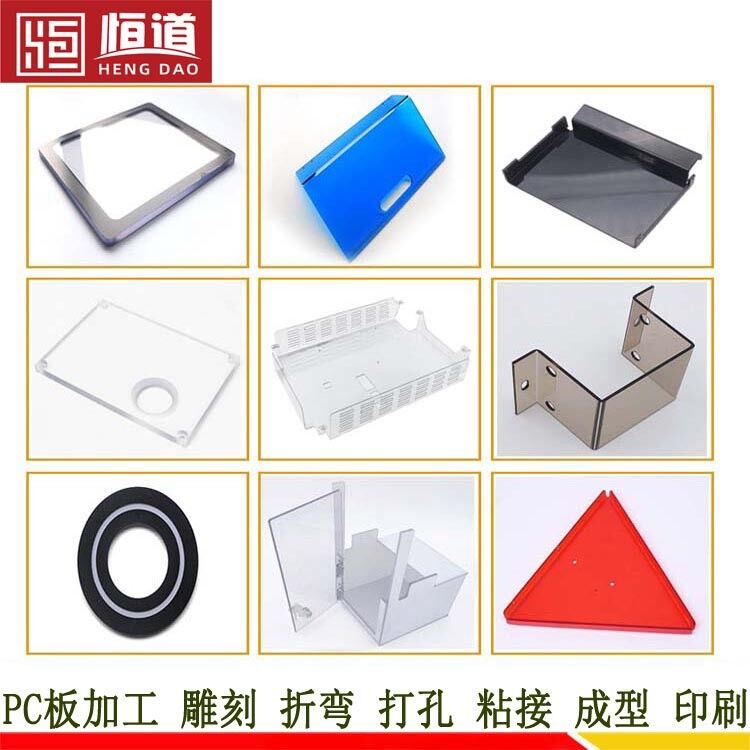
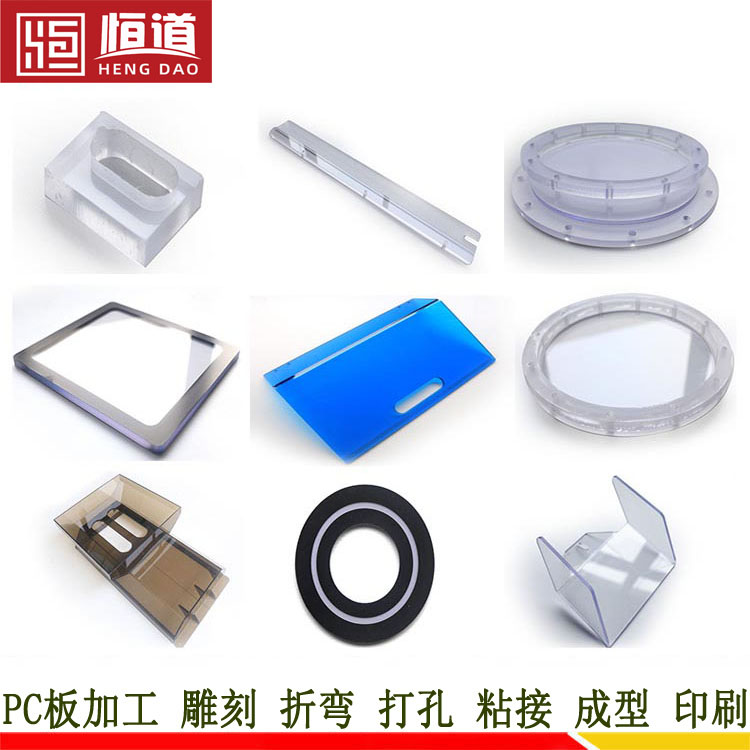
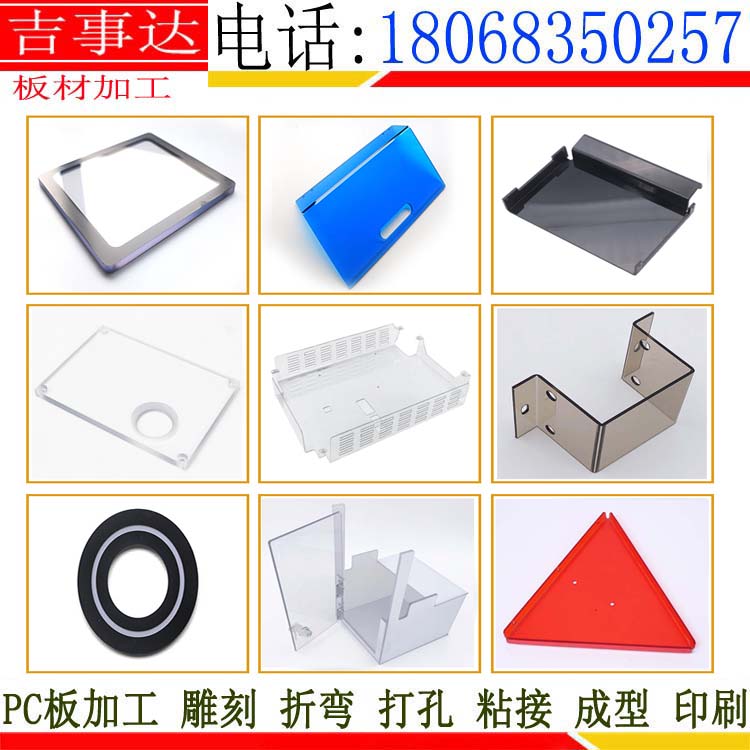
耐力板加工常用的几种加工工艺有:耐力板切割;耐力板雕刻;耐力板折弯;PC片材模切;耐力板冲压等。
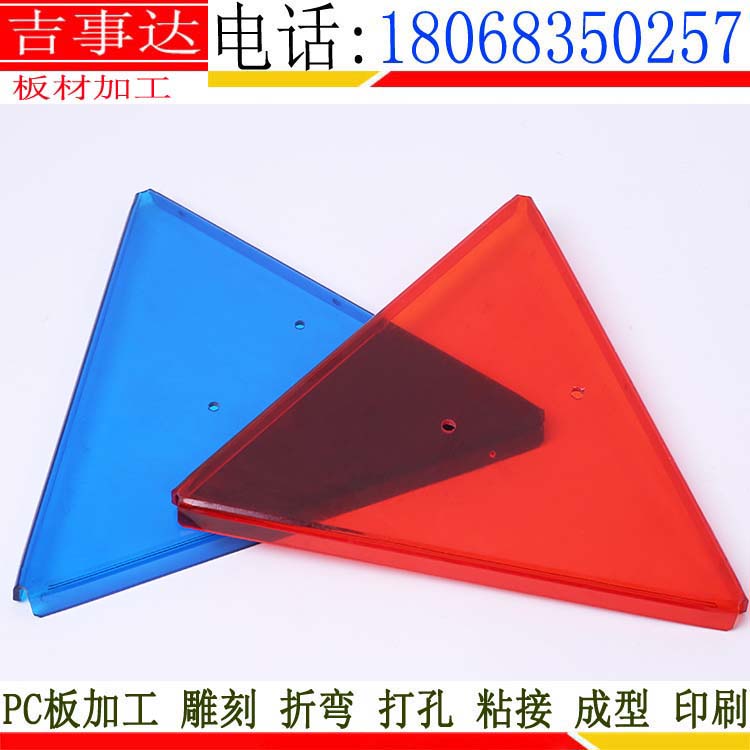
1、PC片材模切:这个加工工艺适用PC薄片的单纯切割,比较麻烦的地方就是需要开模具,适合比较薄的PC薄片切割,我们一般建议客户1.0mm以下的薄片且需要批量切割的,如果耐力板偏厚采用锯片切割或者雕刻成本会低很多,还应该注意的一点就是定制的模具并不是能无限次的使用,模切时间久了刀模就是变钝,尺寸就会有误差,或者切割出来的产品边缘毛糙,所以采用此工艺前应该考虑好。
2、冲压:冲床冲压工艺同样对耐力板材厚度是有限制的,一般适用1.5mm以内的耐力板,且数量比较大,2mm的甚至是更厚的耐力板材虽然也可以冲压,但为了保证尺寸精度,会频繁的更换刀模,从而大大增加成本,所以若耐力板材比较薄,且产品上面还有许多孔需要加工,像这种情况下,也只能采用冲压来加工,采用CNC或一般雕刻来做成本就会比较高,还有就是冲压的效率高。如果板材不薄,在选择采用冲压还是雕刻前请进行比较。
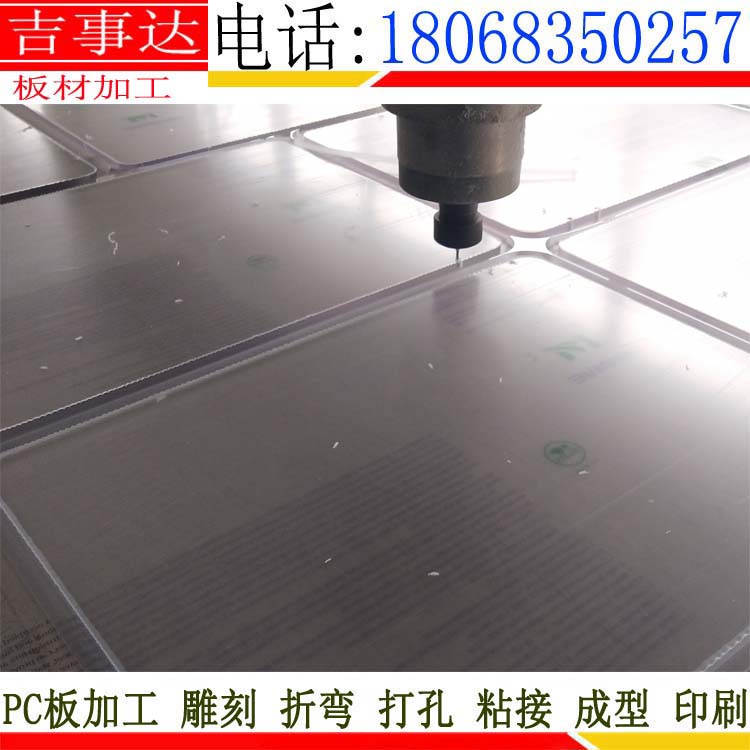
3、切割加工:这种工艺主要是针对加工要求不高的产品,主要是精度要求不高、常规方正的产品,不需要打孔、倒角的产品,通常现在用的比较多的就是推台锯齿切割,由于是人工操作,加工精度跟操作人员有着比较大的关系,一般精度控制在0.5mm左右,如果对要求比较高,就只能采用CNC加工完成,其精度可以控制在0.02,且边缘比较光滑,无毛边,但是价格相对比较高,效率没那么高,所以目前单一的产品一般选锯齿切割的比较多。
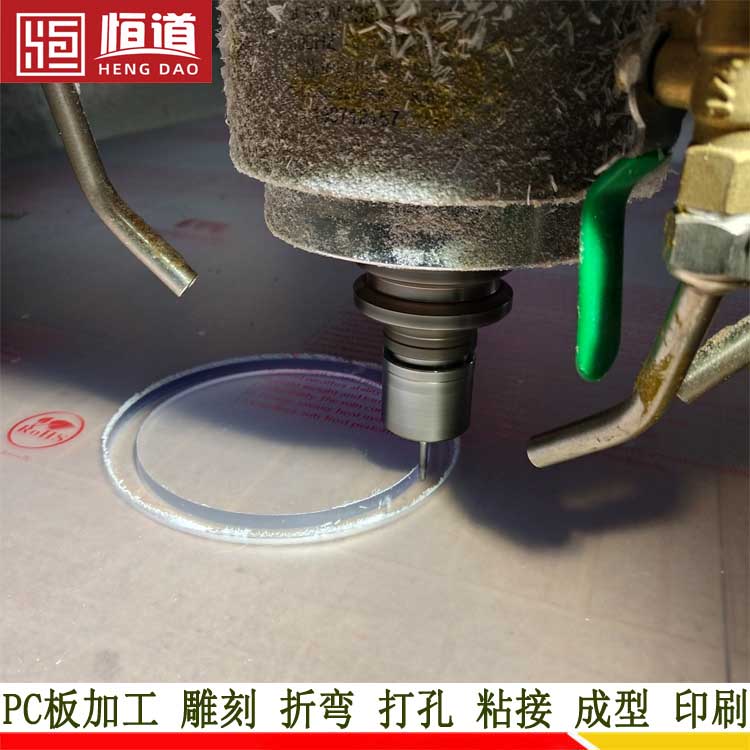
4、雕刻加工:耐力板雕刻的范围应用就比较广泛,特别是现在市场中耐力板应用的范围细分后,对产品的形状品质要求的提高,通常耐力板雕刻加工可以完成比较多的需求,现在很多客户都会首先想到耐力板雕刻加工处理,这大大节省了成本。
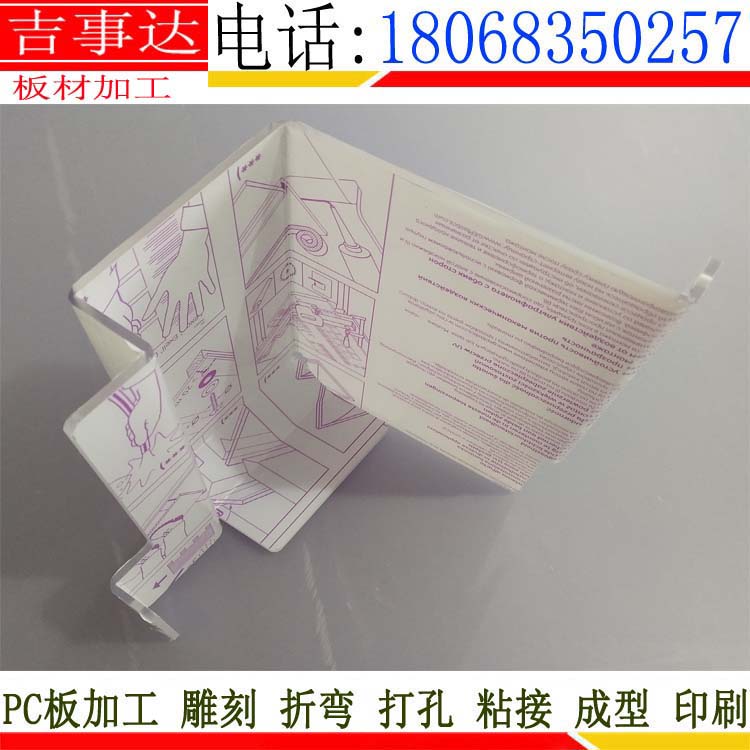
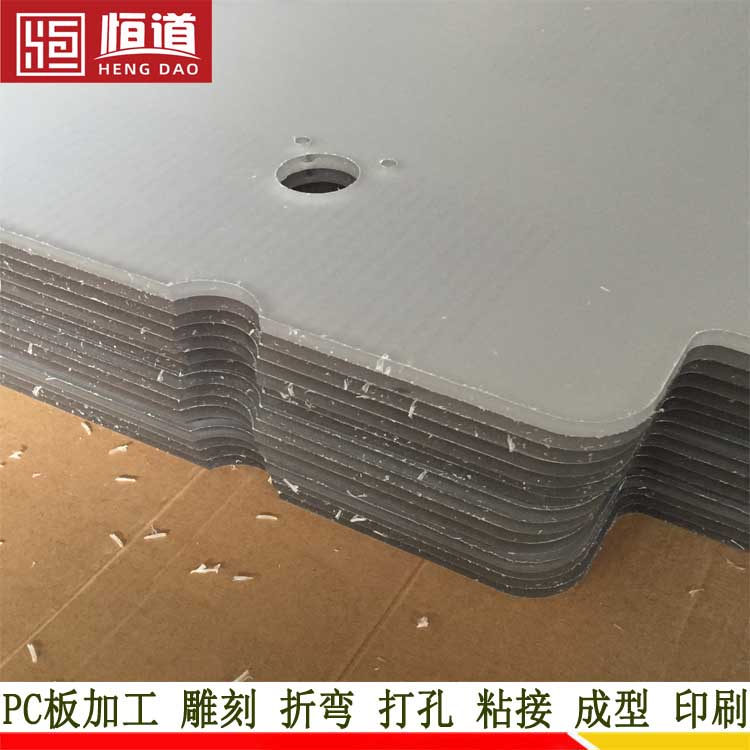
5、折弯加工:折弯主要是二种:一种是冷弯加工成型,一般都能以其厚度的150倍作为冷弯半径进行冷弯。但是对于带有防划伤图层的耐力板材,冷弯应该考虑175倍,如果要更小,建议采用热成型。冷折弯会产生一定的永久变形,变形的大小取决于板材的厚度。