发表时间:2024-11-15浏览次数:
PC耐力板的折弯90度可以通过冷弯或热弯的方法实现。具体选择哪种方法取决于板材的尺寸、厚度以及所需的弯曲形状和精度要求。
一、冷弯方法
1、评估板材:
根据板材的尺寸和厚度,确定是否适合进行冷弯。一般来说,对于厚度较薄且质量过硬的板材,可以在常温下按照最小弯曲半径的要求进行冷弯。
室外使用的弯曲半径不小于板材厚度的180倍,室内使用的弯曲半径不小于板材厚度的150倍。但也有观点认为,只要弯曲半径不超过板材厚度的150倍,就可以进行冷弯。
2、准备工具:
准备软布或海绵、中性皂液或洗涤剂以及清水等清洁工具,用于清洁板材表面。
根据需要,准备合适的固定框架和骨架,以便在折弯后将板材固定起来。
3、清洁板材:
使用软布或海绵蘸取中性皂液或洗涤剂,擦洗PC耐力板表面的灰尘和污物。
用清水彻底冲洗板材,然后用软布擦干。
4、进行冷弯:
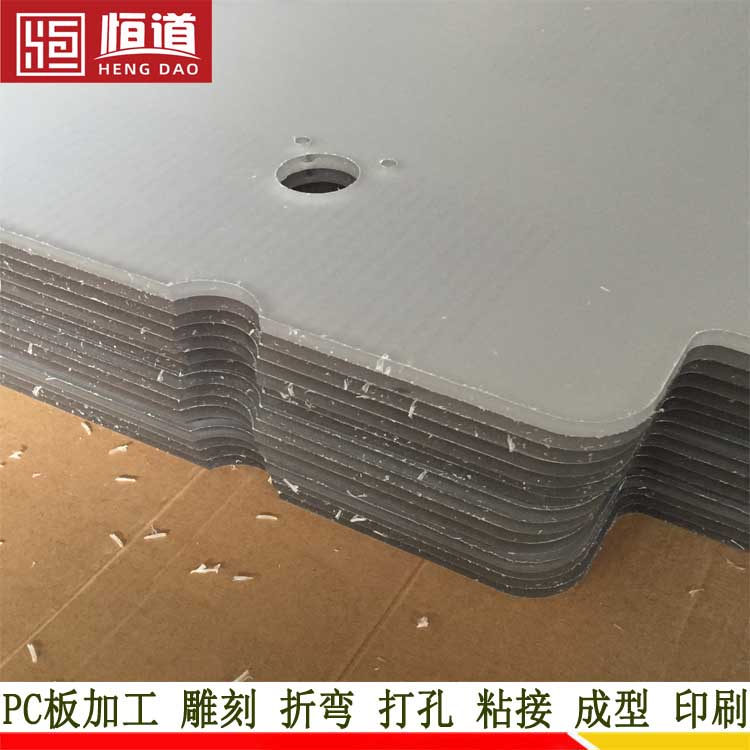
在确保板材表面干净、无油污的情况下,按照预定的弯曲半径和角度,将板材缓慢地弯曲到90度。
使用固定框架和骨架将板材固定起来,以保持所需的弯曲形状。
吉事达根据客户要求完成pc折弯加工制品
.jpg")
二、热弯方法
1、评估板材:
对于板材单张尺寸较小或者厚度较厚的PC耐力板,建议使用热弯成型工艺。
2、准备设备:
准备热弯机、加热装置(如烤箱)和控制系统等热弯所需的设备。
3、预处理板材:
清洁板材表面,去除油污和杂质,以确保热弯效果。
4、加热板材:
将板材置于加热装置中,根据材料的厚度和所需折弯角度,设定合适的加热温度和时间。PC耐力板的热变形温度约为130℃,玻璃化温度约150℃,加热时应确保温度高于玻璃化温度但不超过材料的承受极限。
加热过程中要注意避免温度过高导致材料烧焦或变形不均匀。
5、进行热弯:
当板材达到适宜的温度后,迅速将其置于热弯机中,施加适当的压力使其沿着预定的弯曲路径发生形变。
在热弯过程中要保持压力稳定,避免产生过大的应力导致板材破裂或变形不均匀。
6、冷却定型:
折弯完成后,将板材从热弯机中取出,自然冷却至室温。冷却过程中要避免外力作用,以免影响折弯效果。
注意事项
在进行冷弯或热弯时,要确保操作环境的安全性和卫生性。
根据板材的具体情况和所需弯曲形状,选择合适的折弯方法和设备。
在折弯过程中要密切关注板材的变化情况,及时调整操作参数以确保折弯效果。